A marókat sokat használnak. Valóban érti a marók szerkezetét? Nézzük meg ma egy cikkből.
1. Változható marók fő geometriai szögei
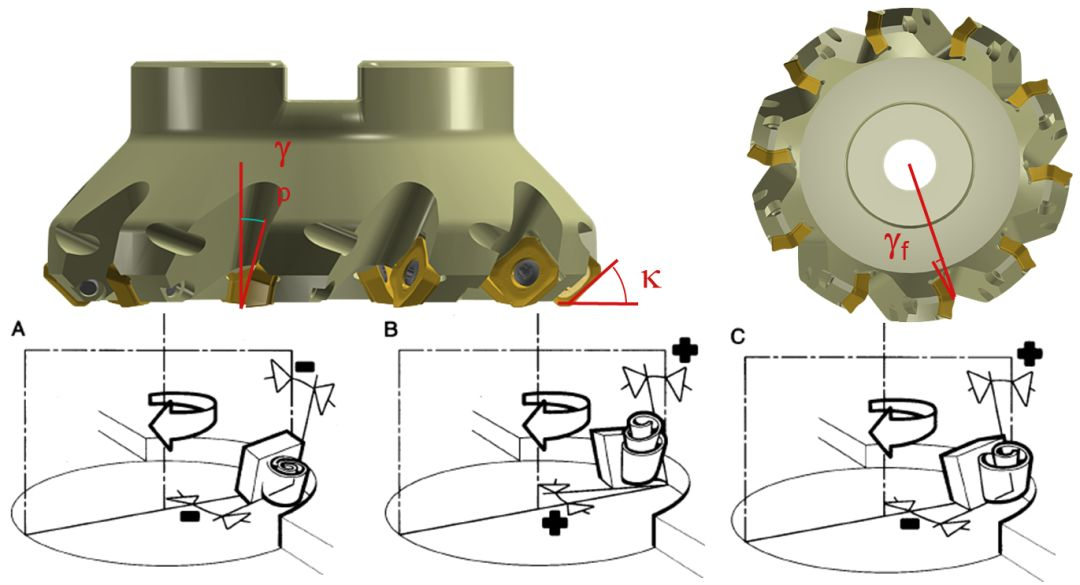
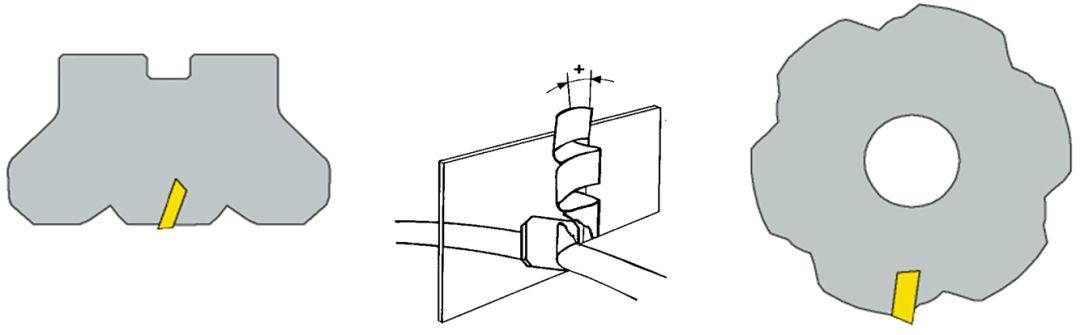
A marónak van egy vezetőszöge és két dőlésszöge, az egyiket axiális, a másikat radiális dőlésszögnek nevezik.
A γf radiális és a γp axiális gereblyeszög. A γf radiális dőlésszög elsősorban a vágási teljesítményt befolyásolja; a γp tengelyirányú dőlésszög befolyásolja a forgácsképződést és az axiális erő irányát. Ha γp pozitív érték, a forgácsok elrepülnek a megmunkálási folyamatból. tökfej.
A gereblye szöge (a gereblye felületének érintkezési felülete)
Negatív dőlésszög: acélhoz, acélötvözetekhez, rozsdamentes acélhoz, öntöttvashoz.
Pozitív dőlésszög: viszkózus anyagokban és néhány magas hőmérsékletű ötvözetben használatos.
Középső elülső sarok: menetvágáshoz, hornyoláshoz, profilozáshoz és alakító késekhez.
Amikor csak lehetséges, használjon negatív dőlésszöget.
2. Maró geometriája
1. pozitív szög -pozitív szög
A vágás könnyű és sima, de a vágóél szilárdsága gyenge. Alkalmas lágy anyagok és rozsdamentes acél, hőálló acél, közönséges acél és öntöttvas stb. megmunkálására. Ezt a formát kell előnyben részesíteni, ha kis teljesítményű szerszámgépek, a folyamatrendszer nem kellő merevsége és felépített élek vannak.
Előny:
+ sima vágás
+ Sima forgácseltávolítás
+ jó felületi érdesség
Hátrányok:
- Élvonalbeli szilárdság
- Nem segíti elő a vágási érintkezést
- A munkadarab el van választva a gépasztaltól
2. Negatív szög – Negatív szög
Erős ütésállósággal rendelkezik, negatív késeket használ, alkalmas öntött acél, öntöttvas és nagy keménységű, nagy szilárdságú acél durva marására.
A marás azonban sok energiát fogyaszt, és kiváló folyamatrendszer-merevséget igényel.
Előny:
+ élvonalbeli szilárdság
+ Termelékenység
+ Tolja a munkadarabot a gépasztalhoz
Hátrányok:
- Nagyobb vágóerő
- Forgácsblokkolás
A Xinfa CNC szerszámok jó minőséggel és alacsony árral rendelkeznek. A részletekért látogasson el:
CNC szerszámgyártók – Kínai CNC szerszámgyár és beszállítók (xinfatools.com)
3. Pozitív szög – negatív szög
A vágóél erős ütésállóságú és éles. Alkalmas acél, acélöntvény és öntöttvas megmunkálására. Nagy margós marásnál is jobb a hatás.
Előny:
+ Sima forgácseltávolítás
+ kedvező forgácsoló erők
+ Alkalmazások széles választéka
4. Maró osztás
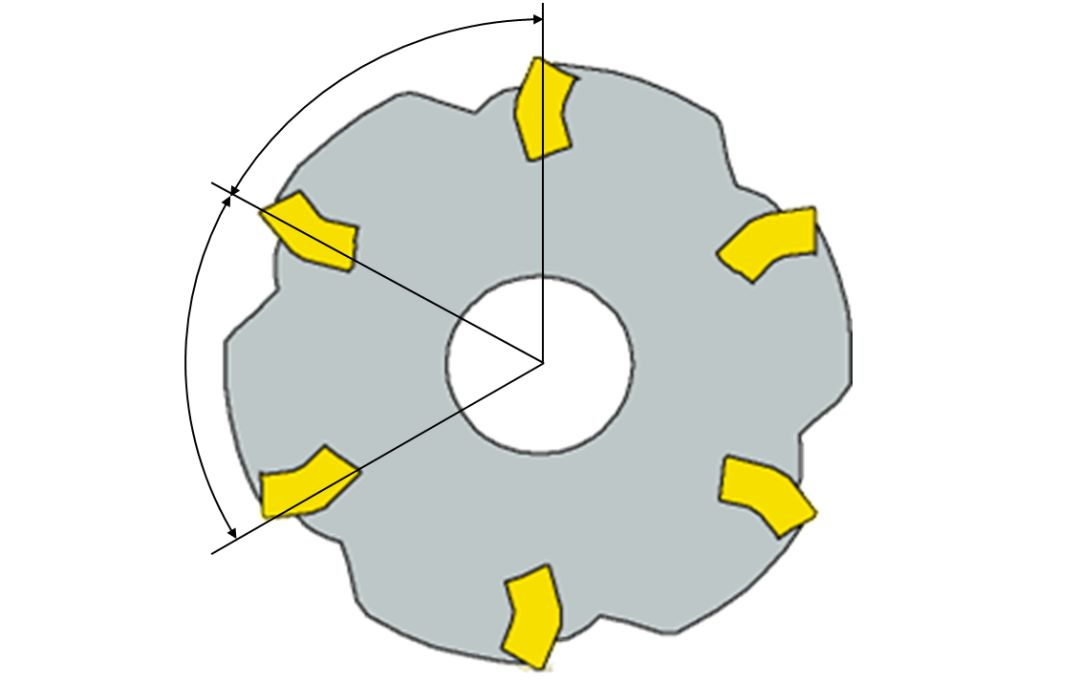
1) Sűrű fogak: nagy sebességű előtolás, nagy marási erő, kis forgácstér.
2) Standard fogak: hagyományos előtolási sebesség, marási erő és forgácstér.
3) Durva fogak: kis sebességű előtolás, kis maróerő, nagy forgácstér.
Ha a maró nem rendelkezik speciális törlőlapkával, a felületi érdesség attól függ, hogy a fordulatonkénti előtolás meghaladja-e a lapka törlősíkjának szélességét.
Példa: horonymarás és kontúrmarás
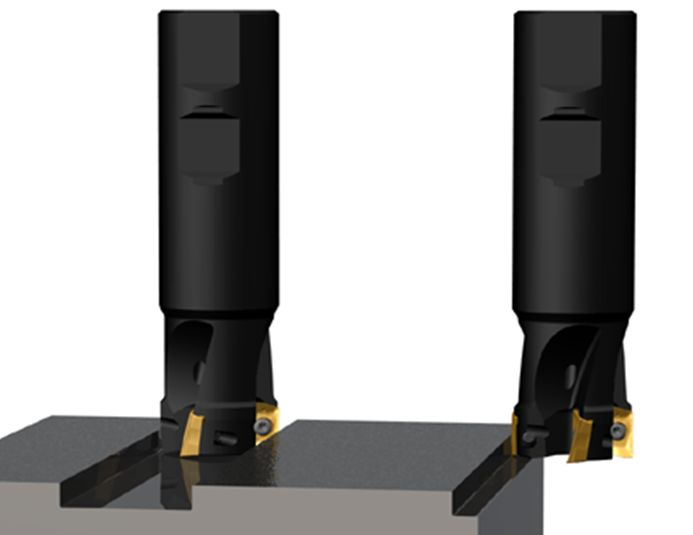
Fogak száma:
• Ritka vagy szabványos fogak horonymaráshoz (biztonság)
• Sűrű fogak a kontúrmaráshoz (termelékenység)
Feladás időpontja: 2023. november 01


