A porozitás nagyon gyakori az alumíniumhegesztésben.
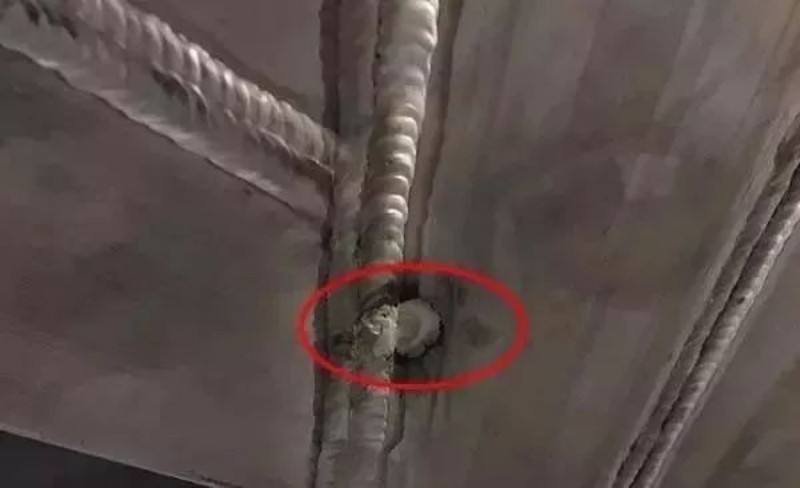
Az alapanyagban és a hegesztőhuzalban bizonyos mennyiségű pórus található, ezért a hegesztés során kerülni kell a nagy pórusokat, hogy a pórusok ne haladják meg a szabványt. Ha a páratartalom meghaladja a 80℅-et, a hegesztést le kell állítani. Szintén 80℅ a valószínűsége annak, hogy a pórusok túllépik a szabványt, és könnyű visszakapni a darabokat.
Az ábrán látható páratartalmú hegesztés nagy valószínűséggel visszaküldést eredményez.
A Xinfa hegesztőberendezés kiváló minőséggel és alacsony árral rendelkezik. A részletekért látogasson el:


▲ Páratartalom▲
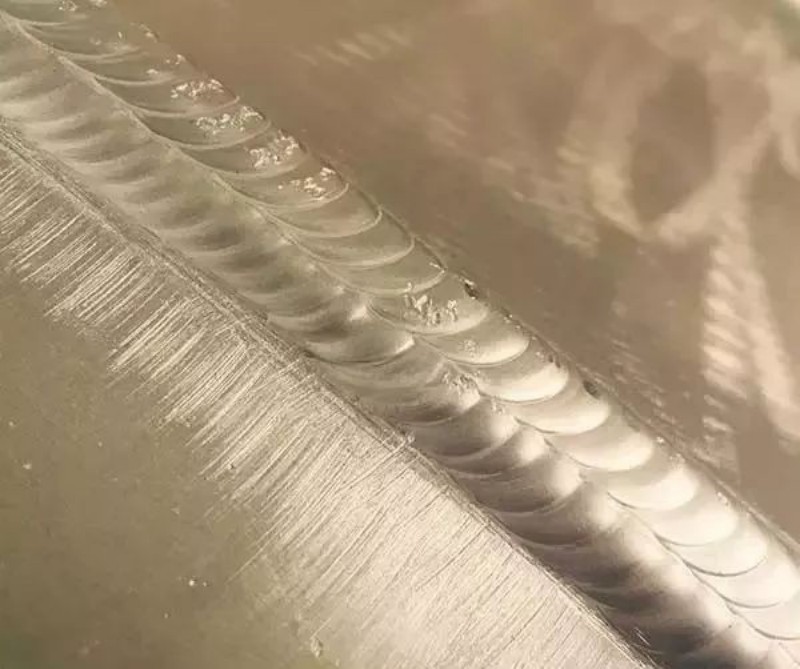
Néha fekete por tapad a hegesztési varratra, mit tegyek?


▲Fekete és szürke▲
Valójában a wolframelektróda szennyezett, vagy hozzáér az olvadt medencéhez vagy a hegesztőhuzalhoz, és rátapad az alumínium. Csak a volfrámelektróda megtisztítása után folytathatjuk.

Ekkor már csak a hegesztőgép tisztítási szélességét kell alulra igazítanunk, az áramerősség alapvetően 200 körül van, és az ívhegesztést egy darab alumíniumhulladékon kezdik meg. Néhány másodpercen belül a wolframelektróda egy kis golyót alkot. Ha jól akarod hegeszteni az alumíniumot, akkor a kis golyó kötelező termék.

▲ Állítsa a tisztítási szélességet a legalacsonyabb értékre▲


▲Varázslatos kis labda▲
Összehasonlítva az alumínium hegesztést a rozsdamentes acéllal, én az alumínium hegesztést részesítem előnyben. Nem olyan zavaró, mint a rozsdamentes acél, amelyet meg kell lendíteni. Az alumínium hegesztése egyszerű, és a hegesztőpisztoly alapvetően nem lendül. Ez a béléssel ellátott alumínium cső egy sarokvarrat, és a hegesztés nem olyan fáradságos.




Feladás időpontja: 2024. szeptember 29


