CNC Tools hírek
-
Gyakorlati menetszámítási képlet, siessen elmenteni
A kötőelemek gyártásánál használt számítási képletek: 1. 60°-os profil külső menetemelkedési átmérőjének számítása és tűrése (GB 197/196 nemzeti szabvány) a. A menetemelkedés átmérőjének alapméreteinek számítása A menetemelkedés átmérőjének alapmérete = menet főátmérője – pitc...Olvass tovább -
CNC megmunkáló központ programozási útmutató, ha nem ismered, gyere és tanuld meg
1. szünet parancs G04X (U)_/P_ a szerszám szünet idejére vonatkozik (előtolás leáll, az orsó nem áll le), a P vagy X cím utáni érték pedig a szünetidő. Az érték például a G04X2.0; vagy G04X2000; szünet 2 másodpercig G04P2000; Egyes lyukrendszer-feldolgozási utasításokban azonban (például...Olvass tovább -
A vágószerszámok alapvető ismereteihez csak olvassa el ezt a cikket
A jó lóhoz jó nyereg kell, és fejlett CNC megmunkáló berendezéseket használ. Ha nem megfelelő eszközöket használunk, az használhatatlan lesz! A megfelelő szerszámanyag kiválasztása nagy hatással van a szerszám élettartamára, a feldolgozás hatékonyságára, a feldolgozás minőségére és a feldolgozási költségekre. Ez a cikk hasznos...Olvass tovább -
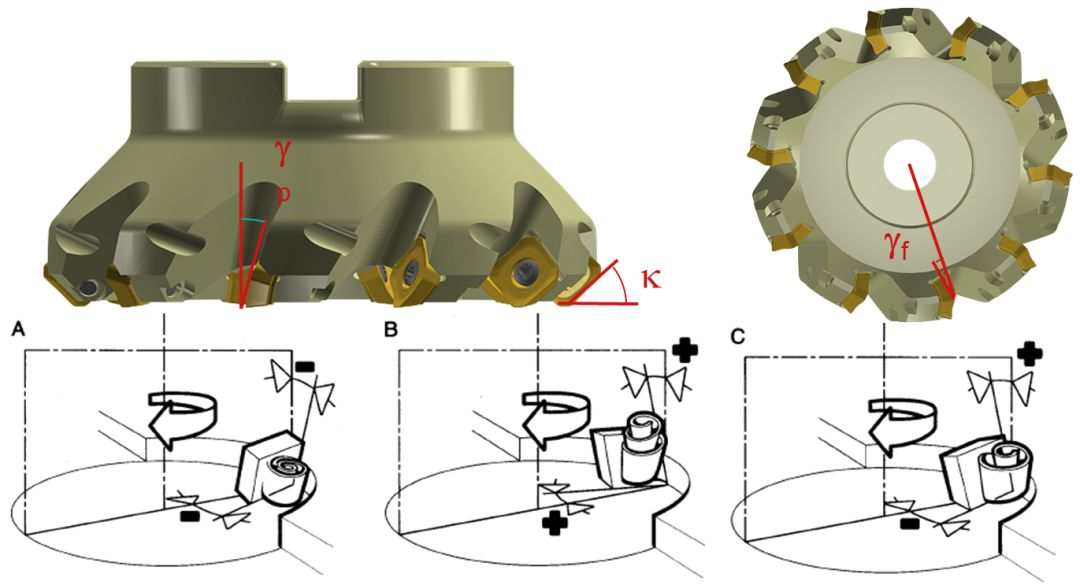
Valóban érti a marók szerkezetét
A marókat sokat használnak. Valóban érti a marók szerkezetét? Nézzük meg ma egy cikkből. 1. Változható marók fő geometriai szögei A marónak van egy előszöge és két dőlésszöge, az egyiket axiális dőlésszögnek, a másikat pedig...Olvass tovább -

7 tipp a CNC szerszámbeállításhoz, amely egy életen át tart
A szerszámbeállítás a CNC megmunkálás fő művelete és fontos készsége. Bizonyos feltételek mellett a szerszámbeállítás pontossága meghatározhatja az alkatrészek megmunkálási pontosságát. Ugyanakkor a szerszámbeállítás hatékonysága közvetlenül befolyásolja a CNC megmunkálási hatékonyságot is. Nem elég csak tudni, hogy...Olvass tovább -
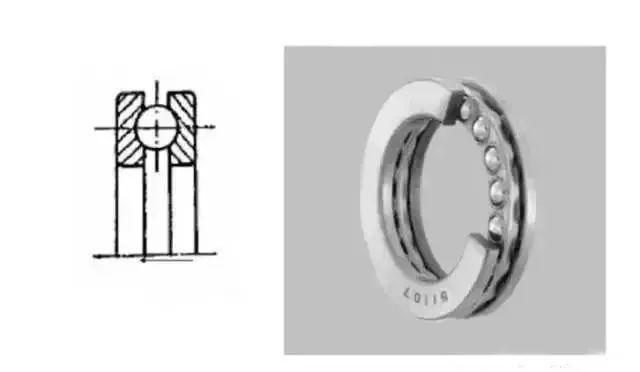
Ismerje meg a tizennégy típusú csapágy jellemzőit, különbségeit és felhasználását egy cikkben 01
A csapágyak fontos alkatrészek a mechanikai berendezésekben. Fő feladata a mechanikus forgótest támogatása a mechanikai terhelés súrlódási tényezőjének csökkentése érdekében a berendezés átviteli folyamata során. A csapágyak radiális csapágyakra és nyomócsapágyakra vannak osztva.Olvass tovább -

Ismerje meg a tizennégy típusú csapágy jellemzőit, különbségeit és felhasználását egy cikkben 02
A csapágyak fontos alkatrészek a mechanikai berendezésekben. Fő feladata a mechanikus forgótest támogatása a mechanikai terhelés súrlódási tényezőjének csökkentése érdekében a berendezés átviteli folyamata során. A csapágyak radiális csapágyakra és nyomócsapágyakra vannak osztva.Olvass tovább -
Mi a különbség a háromtengelyes, négytengelyes és öttengelyes CNC megmunkáló központok között?
Az elmúlt években a folyamatos innováció és frissítés révén a CNC megmunkálóközpontok háromtengelyes, négytengelyes, öttengelyes megmunkálóközpontokat, esztergamaró összetett CNC megmunkálóközpontokat stb. CNC megmunkáló központok: háromtengelyes,...Olvass tovább -
A menet megmunkálásának három módja CNC megmunkáló központban
Mindenki mélyen ismeri a CNC megmunkálóközpontok munkadarabok megmunkálására való használatának előnyeit. A CNC megmunkálóközpontok működésével és programozásával kapcsolatban még mindig rejtély fátyolos. Ma Chenghui Xiaobian megosztja veled a szálfeldolgozási módszert. Három módszer létezik...Olvass tovább -
Hogyan válasszuk ki a dörzsára előtolását és sebességét a megmunkáló központban
Dörzsárazási mennyiség kiválasztása ⑴ Dörzsárazási ráhagyás A dörzsárazási ráhagyás a dörzsárazáshoz fenntartott fogásmélység. Általában a dörzsárazási ráhagyás kisebb, mint a dörzsárazási vagy fúrási ráhagyás. A túl sok dörzsárazási ráhagyás megnöveli a vágási nyomást és károsítja a dörzsárt, ami...Olvass tovább -
Hogyan válasszuk ki a vágófolyadékot, ez összefügg a megmunkálási pontossággal és a szerszám élettartamával!
Először is, a vágófolyadék kiválasztásának általános lépései A vágófolyadék kiválasztását olyan átfogó tényezők figyelembevételével kell meghatározni, mint a szerszámgépek, vágószerszámok és a feldolgozási technológia, amint az a vágófolyadék kiválasztásának lépéseiben látható. Mielőtt kiválasztaná a vágófolyadékot a t...Olvass tovább -
Miért nehéz megmunkálni a titánötvözetet?
Miért gondoljuk, hogy a titánötvözet nehezen megmunkálható anyag? Feldolgozási mechanizmusának és jelenségének mély megértésének hiánya miatt. 1. A titán megmunkálásának fizikai jelenségei A titánötvözet megmunkálásakor a forgácsolóereje csak valamivel nagyobb, mint az acélé a ...Olvass tovább


