CNC Tools hírek
-
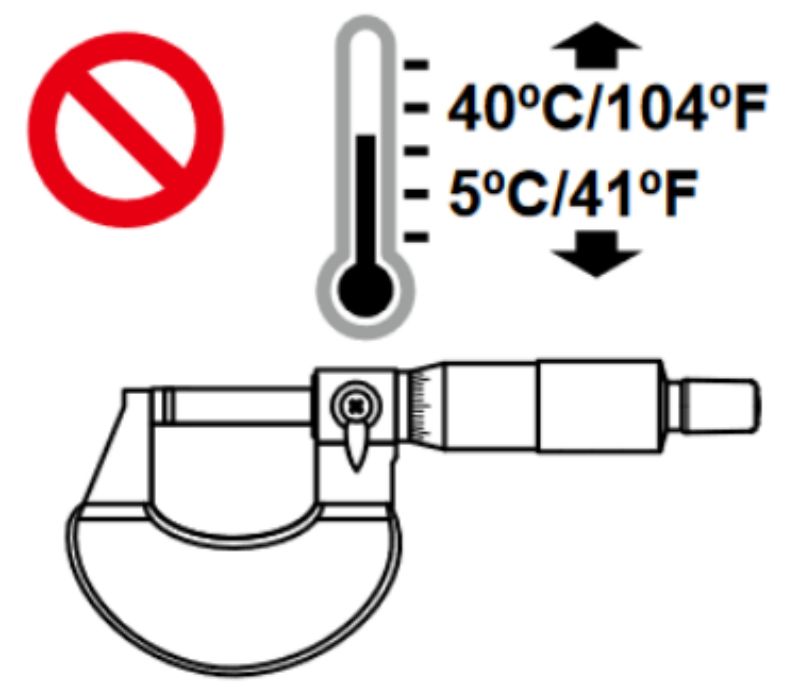
A mikrométerek leginkább tabuként való felhasználása
Precíziós mérőeszközként a mikrométereket (más néven spirálmikrométereket) széles körben használják a precíziós megmunkálásban, és jól ismerik őket az iparban. Ma változtassuk meg a szöget, és nézzük meg, milyen hibáktól tartunk a mikrométerek használatával. Xinfa C...Olvass tovább -
A szerszámgépek vezetősínjeit általában ezekbe a kategóriákba sorolják, tudod
A szerszámgépgyártók mindent megtesznek, hogy biztosítsák a vezetősín felszerelésének pontosságát. A vezetősín feldolgozása előtt a vezetősínt és a munkadarabokat öregítették, hogy kiküszöböljék a belső feszültséget. A vezetősín és az exte pontosságának biztosítása érdekében...Olvass tovább -
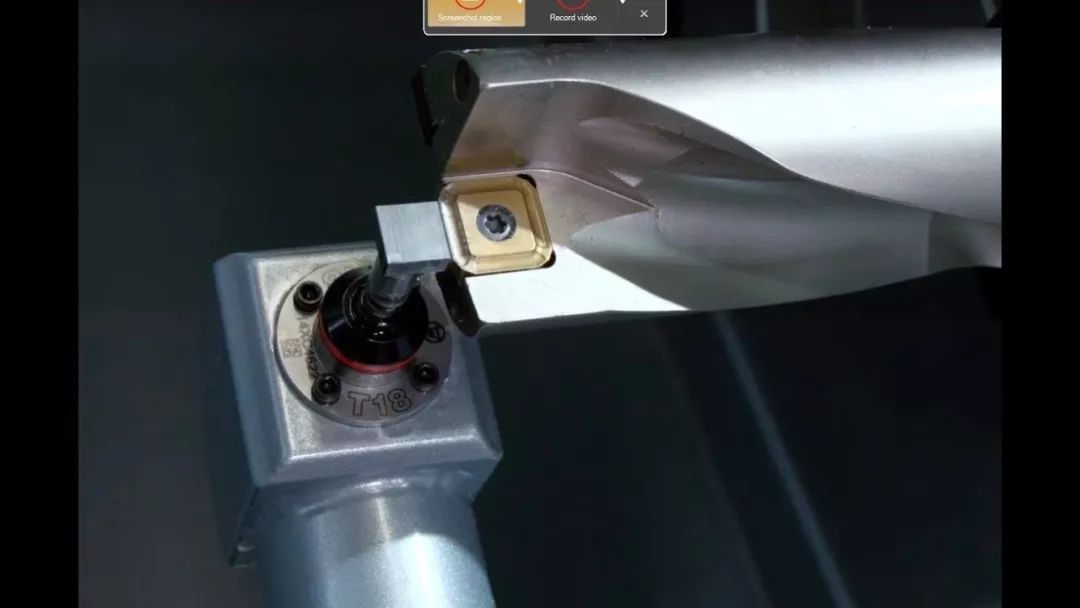
Fúrási lépések és módszerek a fúrás pontosságának javítására
Mi a fúrás? Hogyan kell lyukat fúrni? Hogyan lehet pontosabbá tenni a fúrást? Az alábbiakban nagyon világosan elmagyarázzuk, vessünk egy pillantást. 1. A fúrás alapfogalmai Általánosságban elmondható, hogy a fúrás egy olyan feldolgozási eljárásra vonatkozik, amely fúróval dolgozza ki a lyukakat a terméken...Olvass tovább -

Általánosan használt (szál)számítási képletek CNC megmunkáláshoz, egyszerű és könnyen érthető
1. Számítási képlet a menetextrudáló menetfúrás belső furatátmérőjére: Képlet: fog külső átmérője - 1/2 × fogemelkedés 1. példa: Képlet: M3 × 0,5=3-(1/2 × 0,5) =2,75 mm M6 × 1,0 6-(1/2×1,0)=5,5 mm 2. példa: Képlet: M3×0,5=3-(0,5÷2)=2,75 mm M6×1,0=6-(1,0÷2)=5,5...Olvass tovább -

Pontossági követelmények a CNC megmunkálóközpont minden egyes folyamatához
A pontosságot a munkadarab termék finomságának kifejezésére használjuk. Ez egy speciális kifejezés a megmunkált felület geometriai paramétereinek értékelésére. Fontos mutató a CNC megmunkálóközpontok teljesítményének mérésére is. Általánosságban elmondható, hogy a gépek...Olvass tovább -
CNC esztergagép kezelési ismeretek és tapasztalatok
A feldolgozott termékekkel szemben támasztott magas precizitási követelmények miatt a programozás során figyelembe kell venni a következőket: Először is vegye figyelembe az alkatrészek feldolgozási sorrendjét: 1. Először fúrjon lyukakat, majd simítsa ki a végét (ez megakadályozza az anyag zsugorodását fúrás közben) ; 2. Durva esztergálás...Olvass tovább -
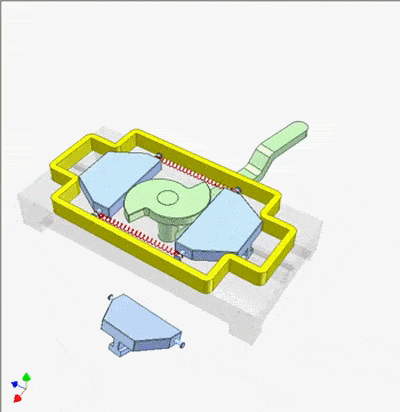
13 általánosan használt önközpontosító rögzítőmechanizmus szerkezeti elv animációja (2)
8. Önközpontosító rögzítő nyolc V alakú blokk (az egyik rögzített, a másik mozgatható) a sárga munkadarabot hosszirányban középre állítja. 9. Önközpontosító rögzítés 9 A sárga futó munkadarab hosszirányban középre...Olvass tovább -
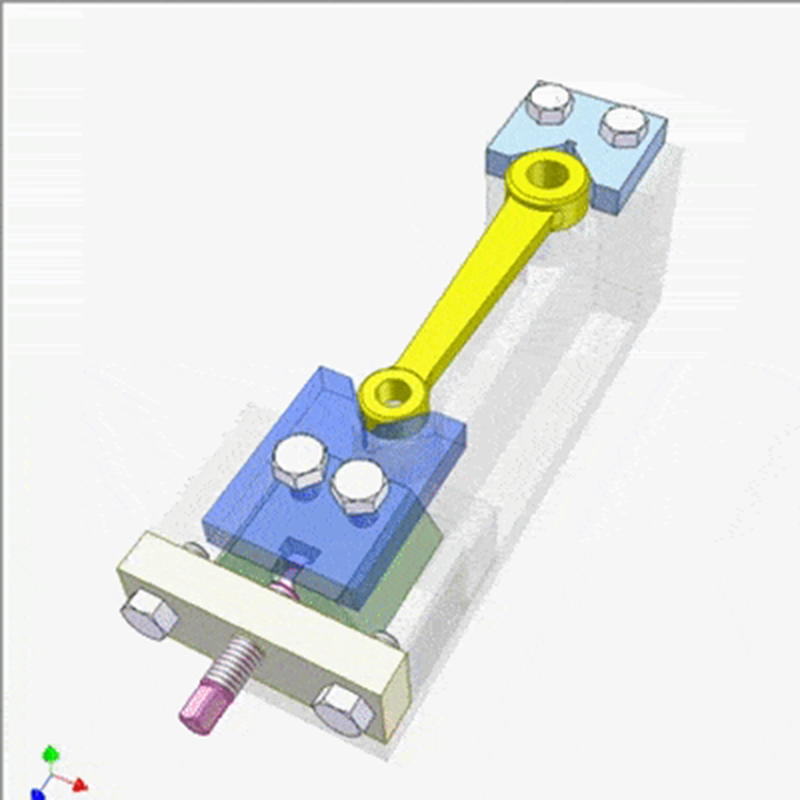
13 általánosan használt önközpontosító rögzítőmechanizmus szerkezeti elv animációja (1)
1. Önközpontosító rögzítő 1 Egy zöld kettős excenter és két kék ékszán középre igazítja a sárga munkadarabot oldalirányban és hosszirányban. 2. Önközpontosító rögzítő 2 narancssárga csavar bal és jobb oldallal ...Olvass tovább -

CNC szerszámgépek, a rutin karbantartás is nagyon fontos
A CNC szerszámgépek napi karbantartása megköveteli, hogy a karbantartó személyzet ne csak a mechanikai, megmunkálási technológiai és hidraulikus ismeretekkel rendelkezzen, hanem az elektronikai számítógépek, az automata vezérlés, a hajtás és a méréstechnika területén is, hogy teljes mértékben megértse és elsajátítsa a CN...Olvass tovább -

Bár a sorja kicsi, nehéz eltávolítani őket! Számos fejlett sorjázási folyamat bemutatása
A fémfeldolgozási folyamatban mindenhol sorja van. Nem számít, milyen fejlett precíziós berendezést használ, az együtt fog születni a termékkel. Főleg egyfajta felesleges vasreszelék, amely a feldolgozandó anyag feldolgozási szélén keletkezik a ma...Olvass tovább -
A ferde ágyas és síkágyas szerszámgépek előnyei és hátrányai
Szerszámgépek elrendezésének összehasonlítása A síkágyas CNC eszterga két vezetősínjének síkja párhuzamos az alapsíkkal. A ferde ágyas CNC eszterga két vezetősínjének síkja metszi az alapsíkot, és egy ferde síkot alkot, 30°, 45°, 60° és 75° szögekkel. Innen nézve...Olvass tovább -
A legalapvetőbb tudást, amit a CNC-seknek el kell sajátítaniuk, nem lehet pénzen megvásárolni!
Hazánkban a jelenlegi gazdaságos CNC esztergagépeknél általában szokásos háromfázisú aszinkron motorokat használnak a frekvenciaváltókon keresztül történő fokozatmentes fordulatszám-változás eléréséhez. Ha nincs mechanikus lassulás, az orsó kimeneti nyomatéka gyakran alacsony fordulatszámon nem elegendő. Ha a vágási terhelés...Olvass tovább


